Apabila ia datang untuk mereka bentuk tin tin , terdapat beberapa faktor berbeza untuk dipertimbangkan semasa memilih acuan logam. Die yang berkualiti mesti bebas logam lebur mengalir dengan lancar ke dalam rongga, dan mesti mudah untuk mengeluarkan tuangan yang telah dipadatkan daripada die. Ciri kompleks pada bahagian itu mungkin memerlukan kepingan dadu tambahan untuk menampungnya. Secara amnya, sisipan die meluncur ke dalam rongga bahagian dari sisi die. Ini dikenali sebagai tindakan sampingan atau slaid.
Teknik pembuatan acuan dan acuan moden membolehkan menghasilkan acuan dan acuan ketepatan pesanan mikro. Bahan yang digunakan ialah keluli berkelajuan tinggi dan karbida bersimen. Bahan lain seperti seramik juga digunakan. Proses pemesinan CNC membolehkan acuan dan die dibentuk dengan cara memastikan produk secara konsisten mempunyai kualiti yang sama. Oleh itu, acuan dan acuan digunakan untuk menghasilkan produk yang dihasilkan secara besar-besaran dengan kualiti dan konsistensi berkualiti tinggi.
Proses die-casting menggunakan jenis keluli khas yang tahan haba. Die mempunyai dua bahagian yang membentuk rongga untuk cecair cair. Ini ditetapkan pada tempatnya oleh plat tetap atau boleh alih. Tekanan tinggi dikenakan semasa proses tuangan. Untuk memastikan acuan selamat, selak dipasang pada acuan. Ini mengelakkan acuan daripada rosak. Di samping sangat tahan lama, acuan ini boleh dihantar dengan cepat.
Die casters menyelesaikan operasi sekunder seperti merakam, menggulung, menyadur, menyapu dan mengecat. Di antara pelbagai jenis pelincir, pelincir berasaskan air adalah yang banyak digunakan secara meluas. Penggunaan pelincir berasaskan air adalah mesra alam dan menjadi pilihan utama atas pelbagai sebab kesihatan dan keselamatan. Ia tidak mendatangkan produk sampingan yang berbahaya, dan selamat digunakan. Di samping itu, pelincir berasaskan air tidak meninggalkan sisa dalam acuan. Walau bagaimanapun, pelincir berasaskan air boleh mengalami kecacatan permukaan jika ia tidak dirawat dengan betul.
Sebaik sahaja logam cair memasuki rongga acuan, ia akan mula kukuh. Kemudian, setelah tuangan telah dikukus sepenuhnya, acuan mesti dibuka semula untuk melepaskannya. Tempoh masa yang diperlukan untuk menyejukkan tuangan bergantung pada logam yang digunakan untuk acuan dan ketebalan dindingnya. Ketebalan tuangan juga bergantung pada kerumitan acuan dan kerumitan geometrinya. Seterusnya, acuan yang rumit boleh memberikan rintangan tambahan kepada aliran haba.
Die peraturan keluli ialah satu lagi jenis acuan logam. Ia boleh digunakan untuk bahan yang lebih lembut seperti kepingan logam. Permukaan pemotongan peraturan keluli adalah pinggir jalur keluli yang dikeraskan yang diletakkan dengan alur potong laser dalam plat. Die keluli akan menekan ke dalam bahan kerja, yang biasanya berbentuk lelaki. Beberapa rongga yang serupa boleh dibentuk menggunakan beberapa dies rongga.
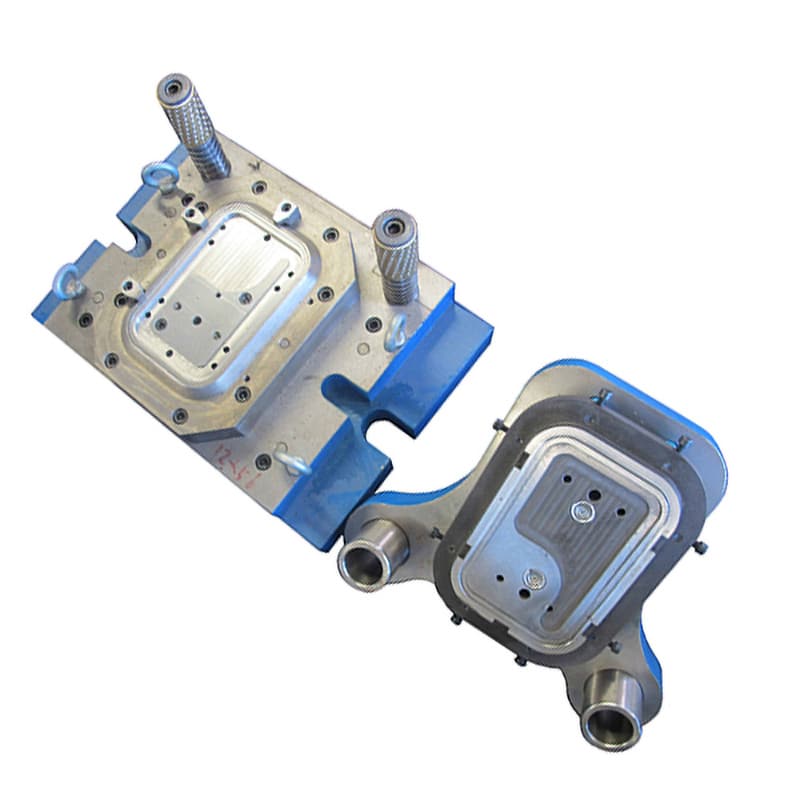 Tudung Tin 4L Square Dies Langkah 01
Tudung Tin 4L Square Dies Langkah 01 Jentera LK terkenal dengan penyepaduan industri, perdagangan dan teknologi kami. Cemerlang China dalam acuan Tin Tin Dies dan Bahagian Tin Tin Dies dan Acuan , Kami pakar dalam pengeluaran peralatan pembungkusan logam dan reka bentuk mesin pengacuan. Kami mempunyai pasukan R&D yang kuat, dan kami boleh membangunkan dan menghasilkan produk mengikut lukisan atau sampel yang ditawarkan oleh pelanggan. Kami boleh memilih dan mengesyorkan barisan produk yang sesuai berdasarkan keperluan pelanggan kami. Kami adalah syarikat perdagangan yang mempunyai kilang pembuatan kami sendiri, mengendalikan mesin pembungkusan logam, peralatan dan pengeluaran acuan. Pengeluaran mesin tahunan kami mencapai 500, dan pengeluaran melebihi 1000. Kami dapat memenuhi keperluan pelanggan kami sepenuhnya. Tin Tin Tersuai, Penutup tin tin, Cincin, Tangki, Penutup, Penutup Bawah boleh menjadi lebih mudah.








")


Hubungi Kami